A Caliper is simply a measuring device from a compass to intense instruments such as the vernier caliper acting as an advanced ruler. The vernier caliper uses vernier scale to measure more precisely. This instrument provides different methods of measuring including ways to measure external or internal dimensions as well as finding depth measurements. In fact the depth measurement method of using a movable and slidable probe is so slender that it is able to retrieve data in deep canals.
You have to be familiar with the instrument in order for your to achieve an accurate measurement. Any discrepancy from of measurement even for just a few millimeters will spell success of trouble for you. Machinist are experts on this device. But evenso, they still need to exercise caution.The lower and upper section of this scale generally uses both inch and metric measurements. Industries use vernier calipers because of its hundredth of a millimeter precision equal to one thousandth of an inch. Below describes the vernier caliper's parts and functions.
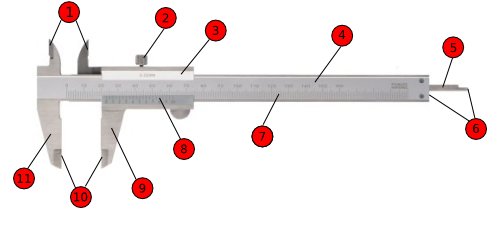
The rail (4) allows sliding to occur on the main scale (7) moving the vernier scale (3) while the fixed jaw (11) remains in place so the precise measurement is found. Also, draw back and forth (9) the instrument's jaws (parts 1 and 10) to adjust the caliper. The indicated measurement is found at the left of the vernier scale (3 and 8) either in inches or centimeters. The sliding jaw (9) and the depth probe (5) are connected to and move along with the vernier scale. Deep measurements are taken by the use of the front end of the rail (6).
- Inside jaws: Internal length measurements are found by using this part.
- Retainer or locking screw: This part blocks the instrument's movable parts in order to transfer between measurement methods easily.
- Vernier scale (inch)
- Rail (inch)
- Depth probe: The part used in order to find depth measurements
- Front end of the rail
- Main scale (mm)
- Vernier scale (mm)
- Sliding Jaw
- Outside jaws: This part makes measuring external lengths possible.
- Fixed Jaw
source

 The show, held in Blackburn, Nuneaton and Waltham Abbey, saw orders for CNC/manual mills and lathes and full-CNC machine tools, and this, said managing director Nigel Atherton, provided the backdrop to what he sees as a more positive attitude to capital investment from manufacturing industry.
The show, held in Blackburn, Nuneaton and Waltham Abbey, saw orders for CNC/manual mills and lathes and full-CNC machine tools, and this, said managing director Nigel Atherton, provided the backdrop to what he sees as a more positive attitude to capital investment from manufacturing industry. The company is the exclusive UK and Ireland distributor for Doosan machine tools, and highlights that the portfolio has recently been broadened with the launch of a new range of 5-face, double-column machining centres, DCM, within which there are eight different sized.
The company is the exclusive UK and Ireland distributor for Doosan machine tools, and highlights that the portfolio has recently been broadened with the launch of a new range of 5-face, double-column machining centres, DCM, within which there are eight different sized.










 specialized in the wholesale of “hard goods,” offering a full-range of domestic and professional items from clothesline pulleys and screen-door hardware, to specialty hand tools.
specialized in the wholesale of “hard goods,” offering a full-range of domestic and professional items from clothesline pulleys and screen-door hardware, to specialty hand tools. conceptualize his own product ideas. With Lillian running the store, Abe would take the Fall River Line from Greenwich Village to New England in search of machine shops to manufacture his tools. By 1930 he had outsourced a small line of
conceptualize his own product ideas. With Lillian running the store, Abe would take the Fall River Line from Greenwich Village to New England in search of machine shops to manufacture his tools. By 1930 he had outsourced a small line of  By 1937, Abe and Lillian were selling their own products exclusively at General Hardware.
By 1937, Abe and Lillian were selling their own products exclusively at General Hardware.


